| การบัดกรีอ่อนในอุตสาหกรรมไมโครอิเล็กทรอนิกส์ (Soldering in microelectronics)สรุปและเรียบเรียงโดย คณาจารย์และนิสิต ภาควิชาวิศวกรรมวัสดุ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเกษตรศาสตร์ บทนำ การบัดกรีอ่อน (Soldering) คือกระบวนการเชื่อมต่อโลหะโดยอาศัยโลหะบัดกรี ซึ่งอุณหภูมิที่ใช้ในการบัดกรีอ่อนมีอุณหภูมิต่ำกว่า 425 องศาเซลเซียส (Abtew and Selvaduray, 2000)โดยในอุตสาหกรรมไมโคร-อิเล็กทรอนิกส์ กระบวนการบัดกรีอ่อนได้ถูกนำมาใช้ในการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์อย่างกว้างขวาง ซึ่งกระบวนการบัดกรีอ่อนในอุตสาหกรรมการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์จะอาศัยโลหะบัดกรีเพื่อทำการเชื่อมระหว่างอุปกรณ์อิเล็กทรอนิกส์และแผ่นฐานรองรับ เช่น แผ่น Print Circuit Board (PCB) ที่มีการเคลือบของชั้นโลหะอยู่ โดยชั้นโลหะที่นิยมใช้ส่วนมากเป็น ทองแดง (Copper: Cu)เนื่องจากมีค่าการนำไฟฟ้าที่ดีจึงเหมาะสมนำมาเป็นวัสดุที่ใช้ในการเคลือบ กระบวนการการเคลือบชั้นโลหะนั้นมีอยู่ด้วยกันหลายวิธี เช่น กระบวนการเคลือบผิวแข็งด้วยไอทางกายภาพ (Physical Vapor Deposition: PVD) และกระบวนการสปัตเตอร์ริง (Sputtering) เป็นต้น โลหะบัดรีมีการผลิตหลากหลายรูปแบบ เช่นSolder wire, Solder paste, Solder balls และ Solder bar เป็นต้น ดังแสดงในภาพที่ 1 ซึ่งการเลือกใช้ขึ้นอยู่กับเทคนิคในการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์
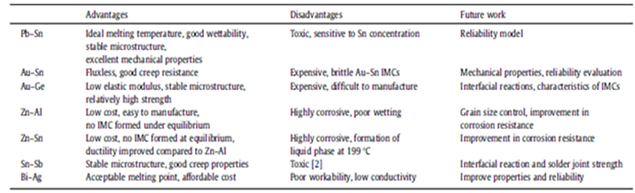
ภาพที่ 1 โลหะบัดกรีชนิดต่างๆ (a) Solder ball (b) Solder wire (c) Solder bar และ (d) Solder paste โลหะที่ใช้บัดกรีส่วนใหญ่แบ่งเป็นสองประเภท คือ โลหะบัดกรีอุณหภูมิหลอมเหลวต่ำ (อุณหภูมิไม่เกิน 280องศาเซลเซียส) และโหละบัดกรีอุณหภูมิหลอมเหลวสูง ซึ่งในส่วนของอุตสาหกรรมการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์นิยมใช้โลหะบัดกรีที่อุณหภูมิหลอมเหลวสูงเนื่องจากสามารถทนความร้อนในขณะที่อุปกรณ์ไมโครอิเล็กทรอนิกส์ทำงาน (ขณะการนำไฟฟ้าความร้อนจะเกิดขึ้น) จึงไม่นิยมใช้โลหะบัดกรีอุณหภูมิหลอมเหลวต่ำ (Kotadia, Howes et al. 2014) จากตารางที่ 1 จะพบว่ามีโลหะ 7 ชนิดที่นิยมในการบัดกรีที่อุณหภูมิสูง แต่เนื่องจาก Pb-Sn กับ Sn-Sb มีองค์ประกอบของธาตุที่ก่อให้เกิดความเป็นพิษได้Zn-Al กับ Zn-Sn เป็นโลหะที่มีความต้านทานการกัดกร่อนต่ำ Bi-Ag มีค่าสัมประสิทธิ์การนำไฟฟ้าต่ำ และAu-Ge ผลิตได้ยากใช้อุณหภูมิในการผลิตค่อนข้างสูง จากข้อเสียของโลหะแต่ละประเภทที่กล่าวมาข้างต้นนั้นโลหะ Au-Sn มีความเหมาะสมที่สุดกับอุตสาหกรรมการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์แต่ยังคงต้องปรับปรุงในเรื่องของความเปราะของโลหะประเภทนี้ ตารางที่ 1 ข้อดีและข้อเสียสำหรับโลหะบัดกรีอุณหภูมิสูง (Zeng, McDonald et al. 2012)
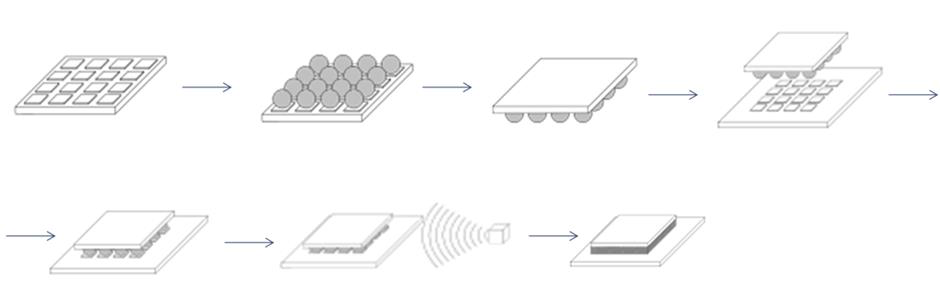
เทคนิคการบัดกรีอ่อน (Soldering in microelectronics) เทคนิคการบัดกรีอ่อนที่นิยมใช้กันในอุตสาหกรรมมีอยู่สองวิธีคือ Flip Chipและ Ball Grid Array (BGA) ซึ่งทั้งสองวิธีนี้มีความใกล้เคียงกันแต่ต่างกันที่ในกระบวนการ Flip Chip ใช้ในการผลิตชิพเท่านั้น กระบวนการ Flip Chip มีขั้นตอนการผลิตดังแสดงในภาพที่ 2 คือเริ่มจากการนำโลหะบัดกรี (Solder) ไปเรียงบนแผงวงจรหลังจากนั้นนำไปประกบกับตัวชิพและให้ความร้อนโลหะบัดกรีจะหลอมและยึดแผงวงจรสองแผ่นไว้ด้วยกันด้วยแรงตึงผิวทำให้โลหะบัดกรีเกาะเฉพาะที่ Under Bumping Material (UBM) ไม่กระเด็นไปที่อื่นจึงเป็นข้อดีของกระบวนการนี้
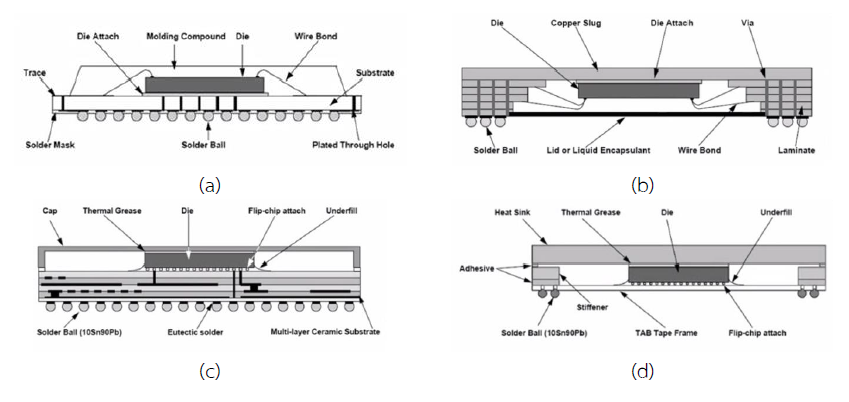
ภาพที่ 2 ขั้นตอนการผลิตแบบ Flip Chip กระบวนการ Ball Grid Array (BGA) แบ่งได้เป็นสี่ประเภทคือ Plastic Ball Grid Array (PBGA) มีการผสมตัวประสานที่เป็นวัสดุพอลิเมอร์ในโลหะบัดกรี, Cavity Plastic Ball Grid Array (CPBGA) ภายในชิ้นงานมีช่องว่างชิ้นงานทั้งสองชิ้นไม่ได้ประกบกันตลอดทั้งผิวทำให้ประหยัดโลหะบัดกรีเพราะทำการบัดกรีเฉพาะจุด,Ceramic Ball Grid Array (CBGA) วัสดุตั้งต้นมีการใช้เซรามิคโดยใช้ในงานเฉพาะและ Tape Ball Grid Array (TBGA) มีการใช้เทปเป็นตัวยึดเกาะโลหะบัดกรีกับแผงวงจรดังแสดงในภาพที่ 3 โดยแบ่งตามการใช้งานและประเภทของวัสดุตั้งต้นในการยึดเกาะระหว่างโลหะบัดกรีกับแผงวงจรจะต้องมีการใช้ UBM โดยโลหะUBMที่มีความเหมาะสมสำหรับโลหะบัดกรี Au-Sn คือ Ni และ Cu ไม่ว่าจะเป็นการผลิตแบบ Flip-ChipหรือBGA
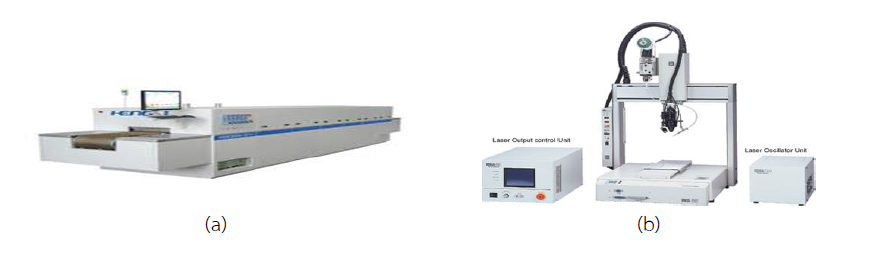
ภาพที่ 3 ขั้นตอนการผลิตแบบ Ball grid array (a) PBGA (b) CPBGA (c) CBGA (d) TBGA แหล่งพลังงานความร้อนที่ให้กับโลหะบัดกรีที่นิยมใช้ในอุตสาหกรรมมีสองประเภทคือ Belt Furnaces ดังแสดงในภาพที่ 4(a) โดยมีการให้ความร้อนคล้ายๆเตาอบโดยแผงวงจรเคลื่อนภายในเตาจนเสร็จกระบวนการผลิตและ Lasers เป็นการใช้ความร้อนจากแสงเลเซอร์ส่องไปที่โลหะบัดกรีทำให้โลหะบัดกรีหลอมละลาย ดังแสดงในภาพที่ 4(b) ซึ่งเรื่องที่มีความสำคัญและยังคงศึกษาอยู่คือเรื่องโครงสร้างการทำพันธะกันระหว่างโลหะบัดกรีกับUBMที่จะต้องศึกษาและทำการปรับปรุงต่อไป
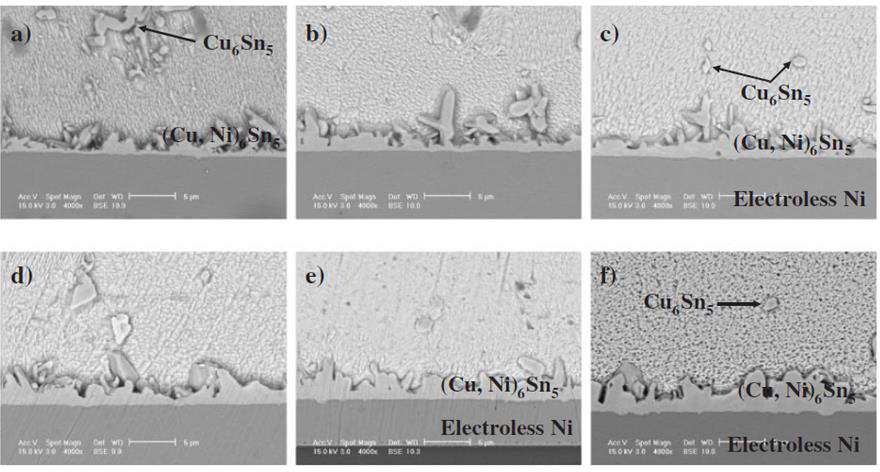
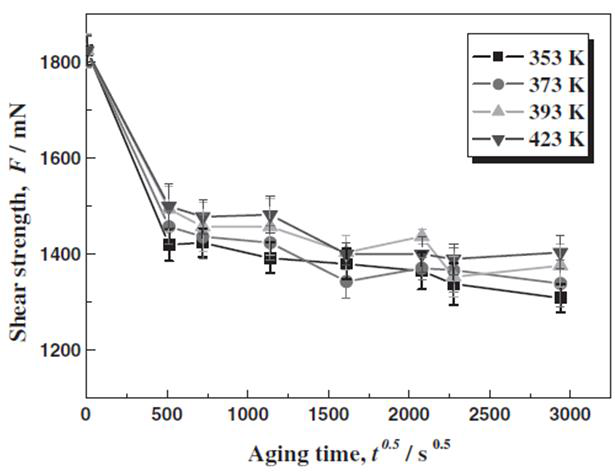
ภาพที่ 4 แหล่งพลังงานความร้อนที่ให้กับโลหะบัดกรี (a) Belt Furnaces (b) Lasers โครงสร้างจุลภาคของการบัดกรีอ่อน (Microstructure in microelectronic soldering) ในปัจจุบันการศึกษาและวิจัยเกี่ยวกับโลหะบัดกรีในอุตสาหกรรมอิเล็กทรอนิกส์ได้มุ่งเน้นไปทางด้านงานวิจัยโลหะบัดกรีไร้ตะกั่วเช่น ดีบุกบริสุทธิ์ (Pure Sn) ดีบุก-เงิน (Sn-Ag) หรือ ดีบุก-ทองแดง (Sn-Cu) ซึ่งในงานวิจัยต่างๆได้นำโลหะบัดกรีชนิดดีบุก-เงิน ที่ใช้กระบวนการเชื่อมแบบ Flip chip หรือ Ball grid arrayเป็นหลัก จากศึกษาโครงสร้างจุลภาคและสมบัติเชิงกลของโลหะบัดกรี Sn-0.7Cu ซึ่งมี Ni เป็นSubstrateเชื่อมด้วยกระบวนการ Flip-Chip นอกจากนั้นได้บ่มเร่ง (Aging) ชิ้นงานทดสอบด้วยความร้อนที่ระยะเวลาแตกต่างกัน (D.G. Kim and S.B. Jung, 2005) เพื่อจำลองสภาวะการใช้งานจริงของอุปกรณ์อิเล็กทรอนิกส์ซึ่งสามารถเกิดความร้อนสะสมขณะใช้งานพบว่าความแข็งแรงของรอยเชื่อมเกิดจากชั้นของสารประกอบเชิงโลหะ (Intermetallic compound : IMC) ของสารประกอบ (Cu,Ni)6Sn5 ดังแสดงในภาพที่ 5 พบว่าความหนาของชั้นของสารประกอบเชิงโลหะเพิ่มมากขึ้นตามระยะเวลาการบ่มเร่งที่เพิ่มมากขึ้นซึ่งความหนาของชั้นของสารประกอบเชิงโลหะส่งผลให้มีความเปราะและทำให้ความแข็งแรงของรอยเชื่อมลดลง ความแข็งแรงของรอยเชื่อมที่ผ่านกระบวนการบ่มเร่งมีแนวโน้มลดลงอย่างเห็นได้ชัดเมื่อเปรียบเทียบกับรอยเชื่อมที่ไม่ผ่านกระบวนการบ่มเร่งดังแสดงในภาพที่ 6 เนื่องจากการบ่มเร่งทำให้สามารถเกิดการโตของเกรน (Grain growth) และเกรนที่ได้มีลักษณะหยาบจึงทำให้ความแข็งแรงลดลง
ภาพที่ 5 ลักษณะทางโครงสร้างแบบ 3 มิติ ของโลหะบัดกรี Sn-0.7Cu และ Ni Substrate ที่อุณหภูมิบ่มเร่ง 423 องศาเคลวิน (a) as-reflowed, (b) บ่มเร่ง 72 ชั่วโมง, (c) บ่มเร่ง 144 ชั่วโมง, (d) บ่มเร่ง 720 ชั่วโมง, (e) บ่มเร่ง 1,440 ชั่วโมง และ (f) บ่มเร่ง 2,400 ชั่วโมง (D.G. Kim and S.-B. Jung, 2005)
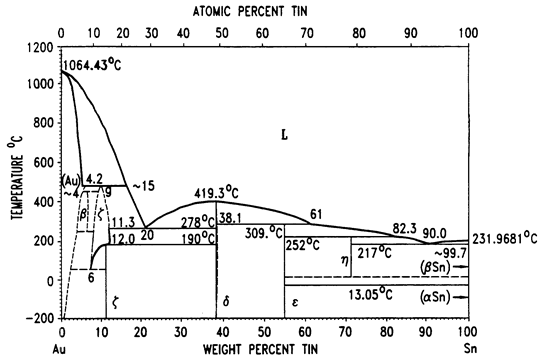
ภาพที่ 6 ระยะเวลาการบ่มเร่งที่มีต่อกำลังรับแรงเฉือนของรอยเชื่อม (D.G. Kim and S.-B. Jung, 2005) โครงสร้างทางจุลภาค สมบัติทางกลและสมบัติทางความร้อนของโลหะบัดกรี Au–Sn จากบทนำข้างต้นเกี่ยวกับโลหะบัดกรีชนิดต่างๆและกระบวนการบัดกรีในลักษณะของอุตสาหกรรมการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์โดยเฉพาะสูตรของโลหะบัดกรีแต่ละสูตรที่ได้เปรียบเทียบประสิทธิภาพและข้อดีข้อเสียในข้างต้นไปแล้วนั้นพบว่าโลหะบัดกรีที่เหมาะสมต่อการใช้งานด้านอุปกรณ์ไมโครอิเล็กทรอนิกส์และทำการศึกษานั้นคือ โลหะบัดกรีระบบ Au-Sn ซึ่งหากศึกษาจากโครงสร้างจุลภาคโดย phase diagram ดังแสดงในภาพที่ 7 พบว่าสามารถเกิดเฟส intermetallic compounds ในสถานะของแข็งได้หลายเฟสเช่น Au10Sn(β), Au5Sn(ζ), AuSn(δ), AuSn2(ε), AuSn4(η) เป็นต้น ซึ่งสัดส่วนของโลหะบัดกรี Au-Sn ที่นิยมใช้เป็นตัวเชื่อมในอุตสาหกรรมการประกอบอุปกรณ์ไมโครอิเล็กทรอนิกส์นั้นอยู่ที่สัดส่วน Au 80และ Sn 20 เปอร์เซ็นโดยน้ำหนัก(%wt) เนื่องจากมีความแข็งแรงสูง สามารถนำความร้อนและนำไฟฟ้าได้ดี มีสมบัติในการเปียกผิวที่ดี มีความหนืดต่ำ ให้ความสามารถในการเชื่อมติดที่ดี สามารถป้องกันการกัดกร่อนและป้องกันการเกิดความคืบได้ดีและไม่จำเป็นต้องใช้ฟลักซ์ในการเชื่อม โดยมีจุดหลอมเหลวที่อุณหภูมิ 280ºองศาเซลเซียส
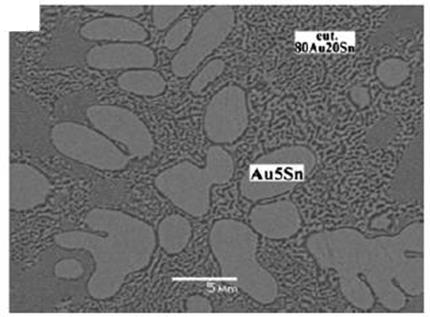
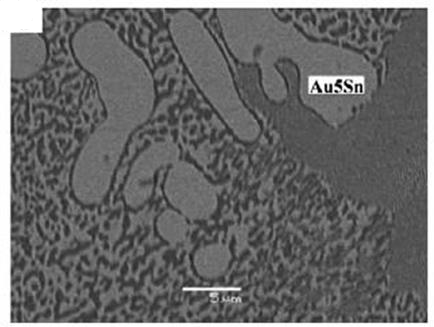
ภาพที่ 7 Phase diagram ระบบ An-Sn (Zeng, 2012) โครงสร้างจุลภาคโดยทั่วไปของโลหะบัดกรี Au-20Sn นั้นเกิดจากสอง intermetallic compounds ในส่วนผสมนี้คือ Au5Sn และ AuSn ซึ่งในโครงสร้างจุลภาคนั้นพบเฟสของ Au5Sn มีลักษณะโครงสร้างเป็นdendrites ถูกล้อมรอบด้วยเฟสยูเทคติกของ AuSn ดังแสดงในภาพที่ 8
ภาพที่ 8 ภาพถ่ายทางกายภาพแบบ 3 มิติ (SEM-BSE micrographs) ของ โลหะผสมระบบยูเทคติก Au–Sn as-cast (Kim, 2005) โครงสร้างสามารถเปลี่ยนแปลงได้เมื่อนำไปให้ความร้อนที่อุณหภูมิ 150 องศาเซลเซียส เป็นเวลา 1 สัปดาห์ โดยยังคงมีโครงสร้างทางจุลภาคคล้ายๆกับก่อนนำไปให้ความร้อนแต่มีบางส่วนที่จะมีความหยาบเพิ่มขึ้นดังแสดงในภาพที่ 9
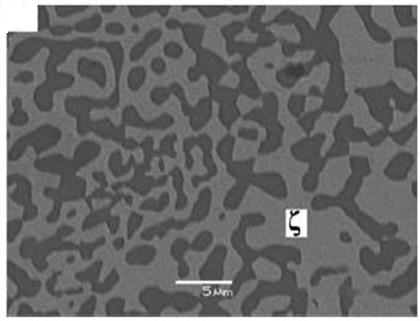
ภาพที่ 9 ภาพถ่ายทางกายภาพแบบ 3 มิติ (SEM-BSE micrographs) ของ โลหะผสมระบบยูเทคติก Au–Sn ที่อุณหภูมิ 150 องศาเซลเซียส เป็นเวลา 1 สัปดาห์ (Kim, 2005) เมื่อนำไปให้ความร้อนที่อุณหภูมิ 200 องศาเซลเซียส เป็นเวลา 1 สัปดาห์ พบว่า เฟสของ Au–Sn มีความหยาบเพิ่มขึ้นและเฟสของ Au5Sn ที่มีลักษณะโครงสร้างเป็น dendrites จะหายไป ดังแสดงในภาพที่ 10
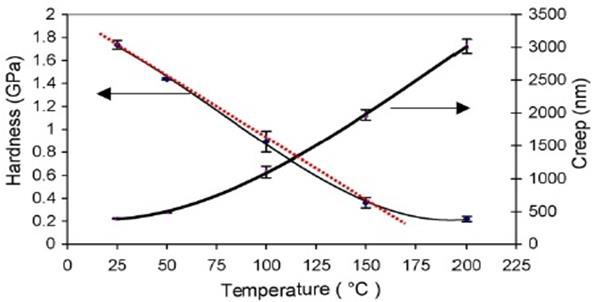
ภาพที่ 10 ภาพถ่ายทางกายภาพแบบ 3 มิติ (SEM-BSE micrographs) ของ โลหะผสมระบบยูเทคติก Au–Sn ที่อุณหภูมิ 200 องศาเซลเซียส เป็นเวลา 1 สัปดาห์ (Kim, 2005) จากโครงสร้างของโลหะบัดกรีระบบ Au-Sn ในข้างต้นจึงได้มีการศึกษาต่อถึงสมบัติทางกลและสมบัติทางความร้อนของโลหะบัดกรีชนิดนี้ด้วยเช่นกัน ซึ่งพบว่าระหว่างที่ทำการเพิ่มอุณหภูมิของ Au-20Sn alloy ในช่วงอุณหภูมิประมาณ 190 องศาเซลเซียส เฟส Au5Sn(ζ´) ทำการเปลี่ยนเฟสเป็นเฟสของ Au5Sn(ζ)ทั้งหมดทำให้ค่า Thermal expansion ลดลงอย่างกะทันหันก่อนขึ้นตามปกติ การที่เกิดปรากฏการณ์ความแตกต่างของค่านี้ซึ่งเกิดจากการนำไปใช้งานก็อาจทำให้เป็นจุดเริ่มต้นที่ทำให้เกิดรอยแตกขึ้นบน Au-20Sn alloy ทำให้ส่งผลเสียต่อสมบัติของการบัดกรีต่อไป นอกจากนี้ยังได้ศึกษาถึงค่า Bulk Modulus พบว่าค่าBulk Modulus ที่หาได้จากวิธีultrasonic ของเฟส Au5Sn-AuSn Eutectic มีค่าสูงที่สุดและตามลงมาด้วยเฟส Au5Sn(ζ)และ เฟส AuSn(δ) ตามลำดับ สาเหตุที่เฟส Au5Sn-AuSn Eutectic มีค่าBulk Modulusสูงนั้นมาจากการเกิดชั้นสลับของสารประกอบ Eutectic ทำให้มีขอบเกรนมากจึงส่งผลให้Dislocationเคลื่อนที่ได้ยาก ดังนั้นเฟส Au5Sn-AuSn Eutectic จึงมีความแข็งแรงหรือ Bulk Modulus มีค่าสูง ได้มีการศึกษาเรื่องของความแข็งและความคืบเพิ่มเติม ซึ่งจากงานวิจัยของ Liu et al.( 2008) ศึกษาความแข็งของสารประกอบยูเทคติก Au-20Sn solder alloy โดยวิธี Nano-Indentation Experiment พบว่าความแข็งของ Au-20Sn solder alloy มีค่าลดลง เมื่ออุณหภูมิมีค่าสูงขึ้นและเมื่ออุณหภูมิมีค่าสูงขึ้นยังส่งผลให้เกิดความคืบความคืบที่เกิดขึ้นเป็นสาเหตุที่ทำให้ความแข็งของสารประกอบยูเทคติก Au-20Sn solder alloyมีค่าลดลง ดังแสดงในภาพที่ 11 โดย Zhang et al.(2012) ได้เปรียบเทียบพฤติกรรมการคืบระหว่าง Au-20Sn solder alloys กับSn-37Pb alloys พบว่า Au-20Sn solder alloys ให้คุณสมบัติการต้านทางต่อการคืบที่ดีกว่าและมีอัตราการคืบที่ steady state ที่ต่ำกว่า
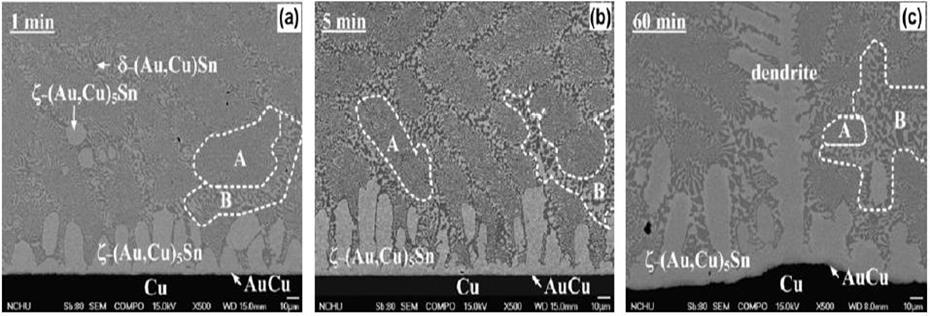
ภาพที่ 11 การเปลี่ยนแปลงของความแข็งและความคืบที่ 400mN ในอุณหภูมิที่เปลี่ยนไป (Liu, 2008) นอกจากนั้นยังได้มีการศึกษาการเชื่อมของโลหะบัดกรี Au-20Sn ลงบนแผ่นทองแดงโดยใช้อุณหภูมิที่ 330 องศาเซลเซียส ดังแสดงในภาพที่ 12 พบว่าหลังเวลาผ่านไป 1 นาที พบเฟสของยูเทคติก ζ(Au,Cu)5Sn และเฟส δ (Au,Cu)Sn เป็นชั้นบางๆ เฟสของ ζ (Au,Cu)5Sn เกิดขึ้นแบบกระจัดกระจาย ส่วนเฟสของ AuCu เกิดขึ้นใกล้ชั้นของ Cu และบริเวณ A เจอเป็นชั้นเรียบๆของสารประกอบของเฟสยูเทคติก ζ (Au,Cu)5Snและเฟสδ (Au,Cu)Sn บริเวณ B เจอเป็นชั้นหยาบๆของสารประกอบผสมของเฟส ζ (Au,Cu)5Snและเฟส δ (Au,Cu)Sn ที่เกิดขึ้นมาก่อนการเย็นตัว โดยเมื่อเวลาผ่านไป 5 นาที พบเฟสของζ (Au,Cu)5Sn เกิดการโตแบบกระจัดกระจาย ส่วนเฟสของ AuCu เกิดขึ้นใกล้ชั้นของ Cu บริเวณ A และบริเวณ B หยาบขึ้นและหลังจากเวลาผ่านไป 60 นาที เกิดเฟสที่มีลักษณะเป็น dendrite จากการโตของเฟส ζ (Au,Cu)5Sn บริเวณ Aและบริเวณ B จะหยาบขึ้น ซึ่งจะเห็นได้ว่าหลังเวลา Reflow ผ่านไป 60 นาที เกิดเฟสที่มีลักษณะเป็น Dendrite โดยเฟส Dendrite ที่เกิดขึ้นจะมีคามเปราะดังนั้นไม่เหมาะสมในการนำมาใช้งาน ส่วนหลังเวลา Reflow ผ่านไป 5 นาที เกรนที่เกิดขึ้นจะมีความหยาบกว่าหลังเวลา Reflow ผ่านไป 1 นาที เกรนที่หยาบจะทำให้ความแข็งแรงของรอยเชื่อมลดลง ซึ่งหากใช้เวลาในการ Reflow ที่น้อยลง รอยเชื่อมที่ได้จะมีความแข็งแรงมากขึ้นเช่นกัน
ภาพที่ 12 โครงสร้างจุลภาคของ Au–20Sn/Cu solder joint after reflow (a) 1 นาที, (b) 5 นาที and (c) 60 นาที (Kim, 2005) โลหะบัดกรีที่ใช้ในกระบวนการเชื่อมในลักษณะของของอุตสาหกรรมการประกอบอุปกรณ์ไมโคร-อิเล็กทรอนิกส์และกระบวนการเชื่อมแบบต่างๆนั้นมีความสำคัญเป็นอย่างมาก ซึ่งส่งผลถึงประสิทธิภาพของชิ้นงาน อายุการใช้งาน ความแข็งแรงและความทนทาน ซึ่งการศึกษาทางด้านส่วนผสมในระบบต่างๆของโลหะบัดกรี สัดส่วนของส่วนผสม รวมถึงโครงสร้างจุลภาค การเกิดโครงสร้างชนิดต่างๆ จุดหลอมเหลว ความแข็งแรง ความคืบและปัจจัยต่างๆ นั้นส่งผลต่อการพัฒนาโลหะบัดกรีในกระบวนการเชื่อมของลักษณะงานไมโครอิเล็กทรอนิกส์ให้ดียิ่งขึ้นไป รวมถึงการศึกษาทางด้านกระบวนการเชื่อมรูปแบบต่างๆ ทั้งปัจจัยต่างๆ ในการเชื่อมและผลกระทบต่อตัวโลหะบัดกรีนั้นย่อมส่งผลต่อการพัฒนาให้ชิ้นงานไมโครอิเล็กทรอนิกส์ที่ทำการบัดกรีนั้นมีคุณภาพตามที่ต้องการมากขึ้น เอกสารอ้างอิง Abtew, M. and G. Selvaduray (2000). "Lead-free Solders in Microelectronics." Materials Science and Engineering: R: Reports 27(5–6): 95-141. D. G. Kim and S.-B. Jung. 2005. Microstructure and Mechanical Properties of Sn-0.7Cu Flip Chip Solder Bumps Using Stencil Printing Method. Material Transaction 46 (11): 2366-2371. Kim, Sung Soo, et al. "Microstructural evolution of joint interface between eutectic 80Au-20Sn solder and UBM."Materials transactions 46.11 (2005): 2400. Kotadia, H. R., P. D. Howes, et al. (2014). "A review: On the development of low melting temperature Pb-free solders." Microelectronics Reliability 54(6–7): 1253-1273. Krissada Surawathanawises. 2001. Study of Characteristics of Intermetallic Compounds on Lead-Free Solder Joints. Liu, Y. C., et al. "High-temperature creep and hardness of eutectic 80Au/20Sn solder." Journal of Alloys and Compounds 448.1 (2008): 340-343. Zeng, G., S. McDonald, et al. (2012). "Development of high-temperature solders: Review" Microelectronics Reliability 52(7): 1306-1322. Zhang, G. S., et al. "Creep behavior of eutectic 80Au/20Sn solder alloy." Journal of Alloys and Compounds 476.1 (2009): 138-141. |